|
||||||||||||||||||||||||||

環氧富鋅涂料系列產品是北京隆源納欣科技有限公司基于ISO12944-5《防護涂料體系對鋼結構的防腐蝕保護》標準要求,嚴格執行《富鋅底漆》HG/T3668-2009分類要求、試驗方法、檢驗規則等生產的重防腐富鋅底漆系列產品。
采用改性環氧樹脂為主要成膜物,配比改性胺類環氧固化劑,以球狀鋅粉為主要填料,配伍鱗片狀鋅粉、納米微粉、鐵鈦復合微粉等功能填料,功能助劑,溶劑等,研發生產的具有優異電化學腐蝕防護的重防腐底漆。因其具有良好的抗沖擊、耐蝕、耐水性能,滿足各種行業的需求。

選用美標無鉛高純800目鋅粉,優異陰極保護性能。
涂層成膜致密具有抗沖擊、耐磨、防水等優異性能。
作為底漆使用具有高附著力和良好的兼容性、配套性。
涂層具有可焊接性,不會因切割和焊接對涂層造成損傷。
涂層系統中鋅粉受到腐蝕產生致密的鋅鹽,可阻隔屏蔽腐蝕加劇,起到緩蝕作用。
環氧富鋅涂料適用于城市大氣、工業大氣、海洋大氣環境下橋梁、建筑、港機、管道、管廊、儲罐、集裝箱和采礦設備等鋼鐵表面作為腐蝕防護體系中的重防腐底漆使用。

環氧富鋅涂料系列產品在腐蝕環境中主要通過屏蔽作用、電化學防護、涂膜自修復和鈍化作用來完成對基體的保護,達到腐蝕防護目的。對涂層表面損傷或劃痕具有自我修復的自愈性能。涂裝固化后形成致密且連續金屬涂膜和鋼材基體保持相互接觸而導電, 在涂膜受到腐蝕侵擾時,鋅粉和鋼鐵基材組成原電池,電流由鋅流向鐵。電化學活性更高的鋅作為陽極優先被腐蝕,而鋼鐵基材則作為陰極受到保護,即電化學腐蝕防護的陰極保護作用。
在后期腐蝕過程中,隨著鋅粉不斷被腐蝕,鋅粉間隙和鋼材基體形成結構致密的腐蝕產物,如氧化鋅、氫氧化鋅、堿式碳酸鋅、堿式氧化鋅、硫酸鋅等含鋅化合物在涂層中形成無數的微小區域,減少了涂層與金屬基體之間的熱膨脹系數之差,降低了涂層硬化時的收縮率和涂層內部的應力,抑制了涂層的龜裂、脫落,提高了涂層的粘結力和抗介質滲透能力,能夠阻擋和屏蔽腐蝕介質的侵蝕,加強涂膜對鋼材基體的保護。從而提高了涂層的防腐蝕性能。 
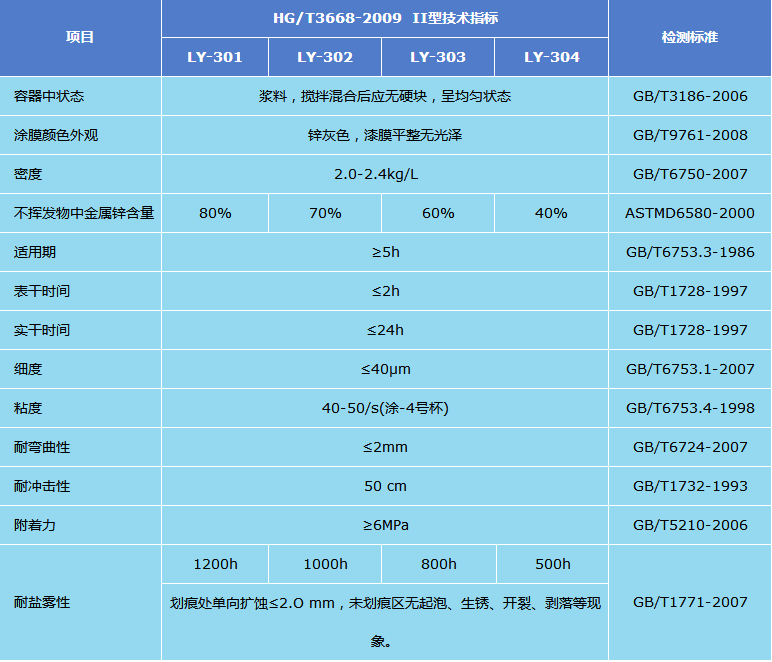

技術參數
理論涂布率:干膜厚度60μm,理論涂布率為0.25kg/㎡。
實際涂布率:受涂裝工件外形尺寸、施工天氣、不同施工人員影響,考慮損耗系數。
固化時間:表干時間:小于2h(23℃),實干時間:小于24h(23℃),完全固化7天。
復涂間隔:最小8小時,最大5個月(表面進行拉毛處理,室外采用高壓水沖洗)。
一般單道涂層涂裝后用手指輕觸,涂層粘手但無涂料粘附,即可進行下道涂裝。
基體處理
新 鋼 材:噴砂除銹至Sa2.5級,表面粗糙度要求控制在30~60μm范圍內。
舊 涂 層:剔除舊涂層,噴砂Sa2.5級或打磨至金屬本身顏色,粗糙度在30~60μm范圍內。
局部修補:清除基體表面油污、殘銹、氧化皮等不牢固物;電動工具打磨至St3級。
基體噴砂或者打磨處理后,進行吹灰處理,或用揩布蘸取溶劑進行擦拭;視環境條件一般基體處理后8小時內盡快涂裝,以免返銹或沾染污物影響施工質量,杜絕隔夜涂裝。
環境條件
環境溫度和基體表面溫度一般在5℃~60℃范圍內施工,空氣相對濕度不超過85%。
基體表面溫度必須高于露點溫度3℃,防止結露。
涂裝方法
刷涂:刷涂或輥涂施工采用橫豎交叉方法涂裝,使涂料充分浸潤基體表面。
噴涂:采用空氣噴涂或高壓無氣噴涂方法涂裝,槍嘴距基體30-40cm垂直涂裝。
涂料混合
環氧富鋅涂料涂料主劑組分∶固化劑組分=10∶1(重量比)
受施工條件、環境溫度或其他條件影響,配比比例會有調整,請以包裝桶上標明配比為準。開桶后使用動力工具先將主劑攪勻無沉淀,持續攪拌的同時,將搖勻的固化劑緩慢加入主劑攪勻3至5分鐘即可使用。強烈建議使用機械工具攪拌,混合后的涂料適用期為5-8小時,請根據施工進度安排使用。
涂料稀釋
通常情況下不需要對環氧富鋅涂料涂料進行稀釋,如有必要可選用二甲苯、正丁醇或環氧類稀釋劑。當溶劑選擇不明確時應先咨詢廠家,以確保涂裝體系的兼容性。包裝貯存
環氧富鋅涂料涂料為雙組份涂料,20kg/桶包裝。
產品未開封且經妥善保存,自包裝之日起,有效儲存期12個月。
貯存在干燥、陰涼場所,避免暴曬,遠離熱源及火源,運輸和貯存5-40℃溫度范圍內。
<ul id="gck6y"></ul> 
 通過認證?
通過認證?