|
||||||||||||||||||||||||||
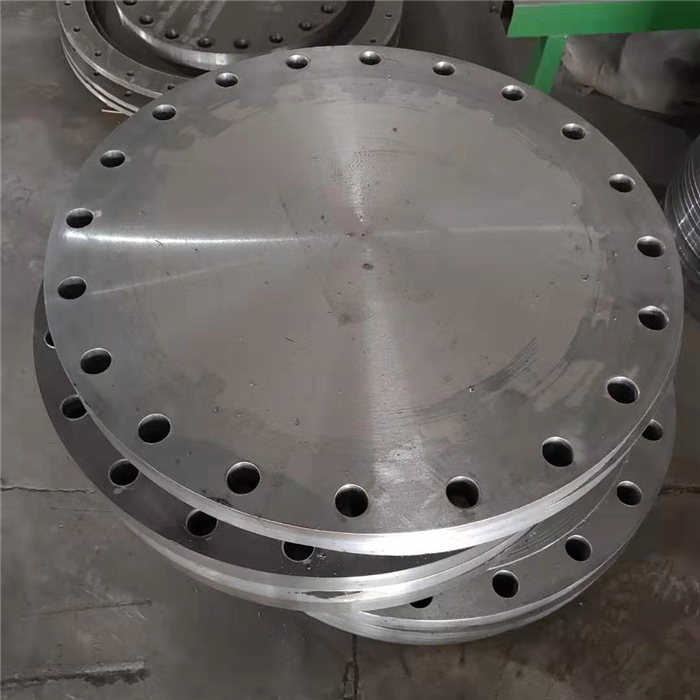
大型法蘭管道系統焊接----針焊
針焊是采用比母材熔點低的金屬材料作針料,將大型法蘭和針料加熱到高千針料熔點、低于母材熔點的溫度,利用液態針料潤濕母材,填充接頭間隙并與母材相互擴散實現連接大型法蘭的方法。
針焊時,將大型法蘭接合表面清洗干凈,以搭接形式組合大型法蘭,把針料放在接合間隙附近或接合面之間的間隙中。當大型法蘭與針料一起加熱到稍高于針料的熔化溫度后,液態針料便借助毛細管作用被吸入并流進兩大型法蘭接頭的縫隙中,于是在大型法蘭金屬和針料之間進行擴散滲透,凝固后便形成針焊接頭。
針焊的特點是針料熔化而大型法蘭接頭并不熔化。為了使針焊部分連接牢固、增強針料的附著作用,針焊時要用針劑,以便清除針料和大型法蘭表面的氧化物。
常用的針料一般有兩類,一類是銅基、銀基、鋁基、銖基等硬針料,它們的熔點一般高于450'C。硬針料具有較高的強度,可以連接承受載荷的零件,應用比較廣泛,如硬質合金刀具、自行車車架等。
熔點低于450'C的針料稱為軟針料,一般由錫、鉛、柲等金屬組成。軟針料焊接強度低,主要用于焊接不承受載荷但要求密封性好的大型法蘭,如容器、儀表元件等。針焊焊接接頭表面光潔,氣密性好,大型法蘭的組織和性能變化不大,形狀和尺寸穩定,可以連接不同成分的金屬材料。針焊的缺點是針縫的強度和耐熱能力都比大型法蘭低。針焊在機械、電機、儀表、無線電等制造業中應用廣泛。




大型法蘭下料處理------氣割
氣割是根據高溫的金屬能在純氧中燃燒的原理進行的,它與氣焊有著本質不同的過程,即氣焊是熔化金屬,而氣割是金屬在純氧中燃燒。
氣割時,先用火焰將金屬預熱到燃點,再用高壓氧使金屬燃燒,并將燃燒所生成的氧化物熔渣吹走,形成切口。金屬燃燒時放出大量的熱,又預熱待切割的部分,所以,切割的過程實際上就是重復進行預熱一燃燒一去渣的過程:
根據氣割原理,被切割的金屬應具備下列條件:
@金屬的燃點應低于其熔點,否則在切割前金屬已融化,不能形成整齊的切口而使切口凹凸不平。鋼的熔點隨含碳量的增加而降低,當含碳量等于0.7%時,鋼的熔點接近于燃點,故高碳鋼和鑄鐵難以進行切割。
@燃燒生成的金屬氧化物的熔點應低千金屬本身的熔點,且要流動性好,以便氧化物能被熔化并被吹掉。鋁的熔點(660屯)低于其氧化物Al丸的熔點(2025屯),銘的熔點(I550屯)低于其氧化物C2r03的熔點(I990'C)'故鋁合金和不銹鋼不具備氣割條件。
@金屬燃燒時能放出足夠的熱量,而且金屬本身的熱導性低,這就保證不了下層金屬有足夠的預熱溫度,有利于切割過程不間斷的進行。銅及其合金燃燒時釋放出的熱量較小,且熱導性又好,因而不能進行切割。
綜合所述,能滿足上述條件的金屬材料是低碳鋼、中碳鋼和部分低合碳鋼。氣割時,用割炬代替焊炬,其余設備與氣焊相同。割炬與焊炬相比,增加了輸送切割氧氣的管道和閥門,其割嘴的結構與焊嘴的也不相同。割嘴的出口有兩條通道,其周圍的一圈是乙炊與氧氣的混合氣體出口,中間的通道為切割氧的出口,兩者互不相通。
與其他切割方法比較,氣割大的優點是靈活方便、適應性強,它可在任意位置和任意方向氣割任意形狀和任意厚度的工件。氣割設備簡單、操作方便、生產率高、切口質量好,但對金屬材料的適用范圍有一定的限制。由于低碳鋼和低合金鋼是應用廣的材料,所以氣割應用也非常普遍。




<ul id="gck6y"></ul> 













